



Soldadura MIG

La soldadura de arco MIG/MAG con alambre continuo es un conjunto de procesos de soldadura en que el calor es generado por un arco que golpea entre el fusible y la pieza de trabajo. El cable fusible realiza la función de un electrodo al tiempo que suministra material a la unión. Es decir, el paso de la corriente derrite el cable, y el soldador alimenta el alambre fundido en la unión aplicando calor con una antorcha. Así mismo, alimenta continuamente más cables cargados según sea necesario para continuar la soldadura.
Los soldadores deben evitar la contaminación del baño de fusión, lo que puede ocasionar una disminución de la integridad de la soldadura y un aumento de los costos de limpieza posteriores a la soldadura. Las medidas de protección incluyen el flujo de gas desde la antorcha (soldadura bajo protección contra el gas) o el uso de un alambre con núcleo (soldadura sin protección contra el gas). El alambre con núcleo también se usa para electrodos recubiertos.
Transferir arco pulsado
Las unidades de soldadura con controles electrónicos pueden gestionar el proceso continuo de soldadura de alambre mediante la modulación de la corriente. En consecuencia, pueden usar formas de onda especiales para lograr una transferencia uniforme del metal, independientemente del calor suministrado al baño y la contribución térmica.
La forma de onda en la Figura 1 representa la forma más simple de soldadura con transferencia de arco pulsado. Cuando se usan formas de onda simples, la unidad de soldadura modula la corriente eléctrica de un valor base a un valor máximo. El valor base es suficiente para mantener el arco encendido. En el nivel máximo, una gota de alambre derretido se separa, formando la soldadura cuando aterriza en la junta. El factor de entrada de calor se evalúa en función de la corriente efectiva, un valor típicamente informado en el instrumento, en la máquina o desde la pinza de corriente.
La soldadura de arco pulsado produce una penetración del depósito directamente sincronizada con la corriente máxima. Como resultado, la contribución térmica es menor según se calcula sobre la corriente efectiva en lugar de valores de base o pico.

La soldadura de arco pulsado se utiliza con frecuencia para unir láminas metálicas delgadas, especialmente cuando se trabaja con materiales particularmente sensibles a los efectos térmicos de la soldadura (aceros inoxidables, aleaciones no ferrosas). La soldadura por arco pulsado reduce el riesgo de inclusiones debido a la corriente de pico y los excesos debido a la entrada de calor reducida, por lo que a menudo se emplea para soldar aleaciones ligeras. La soldadura por arco pulsado de aluminio se ha beneficiado de la reciente introducción de programas especiales relacionados con la ejecución de la primera pasada, soldadura fuerte, contención de humos de soldadura y ruido, y evitando el riesgo de una mayor porosidad después de la soldadura.



PARÁMETROS DE SOLDADURA
MATERIALES DE LLENADO
La calidad de la soldadura está determinada en gran medida por la elección del material de relleno. Desafortunadamente, con los años, el alambre de soldadura se ha vuelto cada vez más pobre, lo que resulta en soldaduras de muy baja calidad. Con alambre de menor calidad, el cordón de soldadura se oscurece y se contamina con inclusiones que son difíciles de eliminar durante el proceso de limpieza electroquímica. El color del cable utilizado en la soldadura también controla la coloración del cordón de soldadura. Si el cable tiene un color oscuro, incluso el cordón de soldadura se oscurecerá. Por estas razones, el proceso de producción de alambre juega un papel fundamental. El alambre de alta calidad se obtiene mediante un proceso de estirado, un acabado satinado y un doble proceso de decapado electroquímico. El proceso de acabado satinado se realiza para reducir la resistencia a la fricción del cable cuando pasa a través del conducto de plástico durante la soldadura.
Un doble decapado del cable aumenta los costos de producción en un 30% en comparación con el proceso de dibujo normal. Muy a menudo, esta última fase se deja fuera para controlar los costos, dejando el alambre graso de los residuos del grano y los aceites lubricantes utilizados en el proceso de estirado. Durante la soldadura, estos residuos inician un proceso de combustión que causa quemaduras y oscurecimiento a lo largo del cordón de soldadura. El proceso de soldadura implica la formación de silicatos a lo largo del cordón, lo que hace que el posterior proceso de limpieza electroquímica sea muy difícil.
Los silicatos que se crean durante el proceso de soldadura resultan de la presencia de silicio dentro de la composición química del material de relleno. La cantidad máxima de silicio permitida dentro del cable es del 1%. El silicio se inserta entre la lista de elementos de aleación porque puede aumentar la flexibilidad y la trabajabilidad del alambre, aumentando así la velocidad de estiramiento. Estos silicatos no se pueden eliminar del cable, pero se pueden reducir durante la soldadura. Las técnicas para reducir los silicatos incluyen:
- Usando un cable con un bajo porcentaje de silicio
- Disminuir el tamaño del cordón de soldadura
- Usando una corriente eléctrica de bajo valor
Los alambres que contienen un alto porcentaje de silicio aumentan la probabilidad de depósitos de silicato en el cordón de soldadura. Esta probabilidad aumenta cuando aumenta el tamaño del cordón de soldadura. La concentración de silicato llega a ser muy alta, empeorando las propiedades del material soldado cuando se aplica una corriente innecesariamente alta. La decisión de aumentar la corriente a menudo está impulsada por el deseo de acelerar la producción. Pero esta elección solo conduce a soldaduras individuales de menor calidad y socava la fidelidad de todo el producto terminado.
GAS PROTECTOR
La cantidad de gas protector que escapa de la boquilla es otro factor importante durante el proceso de soldadura. Si el flujo es demasiado bajo, el gas no protege adecuadamente el baño de fusión. El flujo de gas que es demasiado alto forma turbulencia, lo que permite que el oxígeno en el aire reaccione con el baño de fusión y cree óxidos no deseados.

El flujo de gas incorrecto provoca un cordón de soldadura mal formado cuya forma es inconsistente y muy prominente en la base de metal. Los grupos de astillas diminutas hechas de material de relleno son visibles (en un círculo en rojo).
El diámetro interno de la boquilla determina la velocidad de flujo del gas. Si el diámetro es de 15 mm, el flujo será de 15 l / min. Este caudal es generalmente adecuado para minimizar las astillas y evitar la formación de gruesas perlas de soldadura. Elija el tamaño de la boquilla en función del tamaño de cordón de soldadura deseado: boquilla de soldadura estrecha, estrecha; cordón de soldadura ancho, boquilla ancha. El caudal de gas mínimo requerido para realizar una soldadura es de 10 l / min.
La ventaja de usar oxígeno como gas activo (tecnología MAG) es una reducción en el nivel de carbono al soldar aceros como 304L y 316L. Anteriormente, se usaba una mezcla de gases con un 2% de oxígeno en toda la industria. Pero la soldadura dio como resultado un cordón ennegrecido que era resistente al proceso de limpieza electroquímico. Hoy, esta mezcla ha sido reemplazada por una mezcla a base de dióxido de carbono. Numerosos estudios confirman que el contenido de dióxido de carbono de menos del 5% no altera el porcentaje de carbono en el acero soldado. Además, el gas activo tiene una temperatura baja, lo que permite una soldadura con baja entrada de calor. El cordón resultante es claro y homogéneo.
Se pueden hacer mezclas especiales agregando hidrógeno. Durante la soldadura, el hidrógeno se une al oxígeno presente en el área de soldadura y evita la oxidación del cordón. El porcentaje máximo de hidrógeno es del 2% para evitar la fragilidad y las reacciones químicas violentas durante la soldadura. El hidrógeno reduce la formación de silicatos, crea un baño de fusión más estable y reduce el tiempo y los gastos necesarios para la limpieza posterior a la soldadura. Estas mezclas ternarias son adecuadas para piezas de maquinaria que tienen un grosor de hasta 4.5 mm. Las mezclas binarias producen resultados casi idénticos cuando se usan con piezas que superan los 4.5 mm.
El grosor óptimo de la hoja es de 1-2 mm. El espesor de la chapa afecta el proceso de soldadura porque las chapas gruesas tienen un contenido de silicio más alto que las chapas delgadas.
PARÁMETROS ELÉCTRICOS
El aumento de la tensión eleva la temperatura del baño de soldadura, minimizando así la formación de astillas. En las manos de un operador suficientemente capacitado para seguir la soldadura rápidamente, las soldaduras a mayor voltaje se vuelven impecables porque el baño de soldadura se enfría rápidamente.
La siguiente fórmula se usa para calcular la entrada de calor H en función del voltaje.

- V es el voltaje de arco (Volt)
- I es la corriente de arco (Ampere)
- ¿ es la eficiencia de la transferencia de calor entre el arco y el baño de soldadura
- v es la velocidad de avance de la antorcha
Con una mayor velocidad de carrera, la entrada de calor disminuye. La Figura 4 muestra cómo una mayor velocidad de soldadura produce una sección más restringida y un color más claro con menos inclusiones. La Figura 4 muestra cómo una mayor velocidad de soldadura produce una sección más restringida y un color más claro con menos inclusiones.
Efecto de la velocidad de soldadura en el cordón de soldadura


Si la velocidad de soldadura es demasiado lenta para disminuir la entrada de calor, el valor de la corriente disminuye. En general, un aumento en el voltaje logra una buena soldadura y evita proyecciones y salpicaduras. Una corriente más baja disminuye la entrada de calor, lo que lleva a la formación de silicatos y quemaduras, como se muestra en la Figura 5.


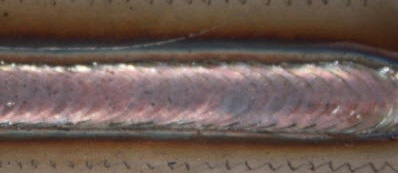
Figure 6: Cordón de soldadura clara, homogénea y relajada creada con modo de arco pulsado y parámetros eléctricos óptimos

Los aerosoles que cubren el metal base a menudo se usan para evitar la formación de salpicaduras. Pero esta opción empeora la calidad de la soldadura porque la técnica introduce una sustancia que causa una reacción de combustión durante la soldadura, especialmente cuando se utiliza el modo de arco pulsado. La mejor opción es usar parámetros eléctricos que se correspondan correctamente con el índice de flujo de gas, evitando un cable que esté oscuro, empañado con inclusiones y salpicaduras, y algo aplanado.


En comparación con el arco pulsado, la soldadura estándar MIG produce barbas de soldadura oscurecidas y elevadas estropeadas por muchas proyecciones e inclusiones de óxido. Estos problemas se acentúan a medida que se reduce la distancia de los bordes.


Para anchos más grandes, las solapas deben soldarse en el modo de arco de rociado (MIG de alta corriente), teniendo cuidado de asegurar que la velocidad de alimentación sea alta. Hacerlo genera la entrada de calor correcta y reduce las proyecciones, lo cual es una consideración importante ya que este modo alcanza un valor de 220-230 amperios. Normalmente, usar sistemas automáticos puede ayudar a evitar estos problemas.
ANTORCHA ANGULAR
Una soldadura realizada de una manera no óptima puede generar un cordón "pegado". En este caso, la barba de soldadura funde parcialmente el metal base y se desplaza por encima de la soldadura de aletas. Como resultado, la pieza puede someterse a una acción mecánica que conduce a la destrucción de la placa de soldadura y, finalmente, a la disyunción de los dos bordes. Un cordón de soldadura triangular con ángulos de 45 ° debe colocarse perpendicularmente entre dos placas.
En MIG/MAG/TIG, el ángulo de la antorcha con respecto a la dirección de desplazamiento tiene una influencia significativa en la forma del baño de soldadura y el nivel de penetración que se puede lograr.
Figure 9: Diferentes ángulos de la antorcha

La antorcha puede colocarse perpendicular a la pieza de trabajo o en ángulo. A velocidad de soldadura constante, al inclinar la antorcha se produce un cordón de soldadura homogéneo y transparente. Sostener la antorcha perpendicular crea un cordón de soldadura más oscuro y ensancha la zona afectada por el calor.
Cuando el operador inclina la antorcha en la dirección opuesta a la dirección de soldadura (técnica de arrastre), la energía del arco se concentra en el baño de fusión, produciendo una mayor penetración, un arco más estable y menos salpicaduras que si se hubiera inclinado hacia el dirección de soldadura. Inclinarse en la dirección opuesta a la soldadura interfiere con la visibilidad del baño, pero alrededor de los 25 ° (soldadura plana), el baño generalmente alcanza la profundidad máxima.
Cuando la antorcha está orientada en la dirección de avance (técnica de empuje), el baño de fusión se vuelve más cóncavo con una menor penetración y dilución. Pero el baño es fácilmente visible y más frío, y por lo tanto más controlable.
La técnica de empuje es preferible en aplicaciones manuales, con ángulos entre 5 ° y 15 ° para reducir el riesgo de defectos de funcionamiento. Sin embargo, la técnica de empuje no se puede usar con alambres tubulares que producen escoria. La intrusión de escoria entre las soldaduras del baño del electrodo provocaría la extinción del arco. El ángulo de la antorcha permite que la impureza residual se queme antes de que el baño fundido alcance el área afectada, por lo que los residuos no se incorporan a la soldadura misma. La apariencia clara del cordón de soldadura en el modo MIG / MAG existe solo cuando, para un conjunto dado de parámetros correctos, la soldadura está en un ángulo interno. En esta situación, el gas protector no se dispersa sino que permanece concentrado en el área de trabajo.